-


Model:
+86 131-4173-2687(WhatsApp)
Hvordan justerer og nivellerer du en platevalsemaskin før bruk?
2025-10-24
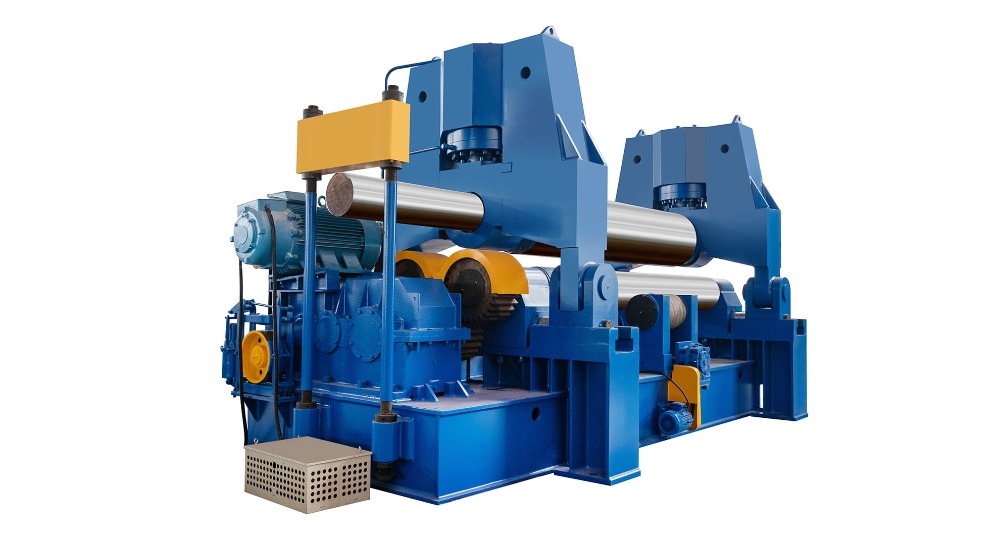
Riktig justering og nivellering er viktige trinn før du bruker en tallerkenrullemaskin . Disse trinnene påvirker direkte nøyaktigheten til de valsede delene, maskinens levetid og den generelle sikkerheten til rulleprosessen. En feiljustert eller ujevnt nivellert platevalsemaskin kan produsere ut-av-runde sylindre, skape unødvendig belastning på rammen og rullene, og forårsake for tidlig slitasje på mekaniske komponenter.
Forstå viktigheten av justering og utjevning
Presisjonen til en platevalsemaskin avhenger sterkt av hvor godt den er satt opp. Justering sikrer at rullene er parallelle og riktig sentrert, noe som gir jevnt trykk over platen. Utjevning på den annen side sikrer at maskinbasen sitter jevnt på fundamentet, og minimerer vibrasjoner og strukturelle belastninger.
Når maskinen ikke er riktig justert eller nivellert, kan følgende problemer oppstå:
- Ujevnt rulletrykk: Fører til at den ene siden av platen blir tykkere eller tettere rullet enn den andre.
- Ut-av-runde sylindre: Resultater i kjegler eller ovaler i stedet for perfekte sirkulære seksjoner.
- Overdreven slitasje på lagre og ruller: På grunn av ujevn lastfordeling.
- Økt strømforbruk og støy: Fordi rundstykkene er under belastning.
- Redusert presisjon og repeterbarhet: Fører til høyere skrotrater.
Ved å sikre at platerullemaskinen er vannrett og innrettet før hver større operasjon eller etter flytting, kan operatører opprettholde jevn rullenøyaktighet og forlenge maskinens levetid.
Forberedende kontroller før nivellering
Før du starter innrettings- og nivelleringsprosessen, bør flere forberedende trinn fullføres for å skape et stabilt fundament og sikre målenøyaktighet.
en. Inspiser fundamentet
- Betongfundamentet må være solid, fritt for sprekker og tykt nok til å tåle maskinens vekt og vibrasjoner.
- Hvis det brukes ankerbolter, kontroller at de er sikre og riktig plassert i henhold til installasjonsplanen.
- Fjern støv, olje og rusk fra overflaten før plassering.
b. Sjekk maskinens plassering
- Plasser platerullemaskinen omtrent på plass ved hjelp av løfteutstyr eller en gaffeltruck.
- Sørg for tilstrekkelig plass rundt maskinen for vedlikehold, fôring og materialhåndtering.
- Kontroller at bunnen av maskinen sitter jevnt på støtteputene.
c. Se gjennom produsentens spesifikasjoner
- Se installasjonshåndboken for anbefalte toleransegrenser, referansepunkter og nivelleringsprosedyrer.
- Hver modell kan ha spesifikke innrettingskrav, spesielt mellom topp- og bunnrullene.
d. Samle de riktige verktøyene
- Presisjonsvater (0,02–0,05 mm/m nøyaktighet)
- Klokkeindikatorer og magnetiske baser
- Følemålere
- Rette kanter og stållinjaler
- Shim-plater eller utjevningskiler
- Momentnøkler
- Laserjusteringsverktøy (valgfritt, for avanserte oppsett)
Å ha nøyaktige verktøy og et rent arbeidsmiljø sikrer at avlesningene er pålitelige og at justeringer kan gjøres trygt.
Utjevning av maskinbasen
Utjevning av maskinbasen er det første store trinnet og fungerer som grunnlaget for riktig rulleoppretting.
Trinn 1: Grov utjevning
- Senk platerullemaskinen ned på monteringsputene eller bunnrammen.
- Juster hvert hjørne med shims eller utjevningsskruer til maskinen står omtrent i vater.
- Bruk et langt vater plassert langs sengen og på tvers av rammen for å bekrefte den første flatheten.
Trinn 2: Finavretting
- Plasser presisjonsnivået på sengen i både langsgående og tverrgående retning.
- Juster utjevningsboltene gradvis, start fra midten og arbeid utover til hjørnene.
- Målet er å oppnå en nivå innenfor ±0,02 mm per meter eller som anbefalt av produsenten.
- Kontroller avlesningene på nytt etter hver justering, og la maskinen få tid til å sette seg etter hver endring.
Trinn 3: Sikre og verifisere
- Når du er i vater, stram ankerboltene eller mutrene gradvis, alternerende mellom motsatte sider for å unngå forvrengning.
- Mål nivået på nytt etter tiltrekking, da boltspenningen kan forårsake små forskyvninger.
- Hvis avlesningene avviker utover toleransen, gjenta finjusteringsprosessen.
Justering av rullene
Med maskinbasen riktig utjevnet, er det neste avgjørende trinnet å justere rullene for å sikre parallellitet og riktig avstand.
en. Kontroller topp- og bunnrulljusteringen
- Roter rullene manuelt til de er i kontakt.
- Bruk en følemåler for å måle gapet mellom rullene på flere punkter over bredden.
- Enhver variasjon indikerer feiljustering.
- Juster sidelagerhusene eller rullestøttene tilsvarende for å utjevne gapene.
b. Bekreft siderulljustering (for maskiner med 4 ruller)
- Siderullene skal bevege seg symmetrisk og være parallelle med den øverste rulleaksen.
- Bruk en måleklokke som er montert på topprullen for å måle utløp eller avvik når hver siderull er hevet.
- Juster det hydrauliske eller mekaniske posisjoneringssystemet til avviket faller innenfor toleransen.
c. Sjekk rullens senterlinjer
- Rullens senterlinjer skal danne en rett, parallell linje med maskinbasen.
- Laserjusteringsverktøy eller stramme ledninger kan brukes til å verifisere denne justeringen over hele lengden av rullene.
- Enhver vinkelfeil kan forårsake koniske rulleresultater eller ujevn bøyning.
d. Test rullekontakttrykket
- Sett inn en testplate med kjent tykkelse og trykk sakte.
- Kontroller at begge sider av platen får lik kraft ved å observere bøyeatferden.
- Hvis den ene siden bøyer seg mer, justerer du rullehusene eller de hydrauliske sylindrene.
Kontroll av elektriske og hydrauliske systemer
Mekanisk justering er bare en del av prosessen; elektriske og hydrauliske komponenter påvirker også maskinens plassering og stabilitet.
- Hydraulisk sylindersynkronisering: På hydrauliske platevalsemaskiner må begge løftesylindere fungere i perfekt synkronisering. Ujevnt trykk kan vippe rullene under drift.
- Grensebrytere og sensorer: Kontroller at grensesensorer og endestoppenheter er riktig kalibrert.
- Smøresystem: Sørg for at lagrene og føringene får jevn smøring for å opprettholde jevn bevegelse under innrettingstester.
- Hydrauliske lekkasjer: Eventuelle lekkasjer eller luft i systemet kan forårsake ubalansert løfte- og rulletrykk.
Testing av disse systemene etter mekanisk justering sikrer at maskinen opprettholder konsistent geometri under belastning.
Endelig verifisering og prøverulling
Etter justering og nivellering, utfør en prøverulletest for å bekrefte at oppsettet gir ensartede resultater.
en. Rulle en prøveplate
- Velg en plate med moderat tykkelse (ikke med maskinens maksimale kapasitet).
- Mat den inn i rullene og utfør en delvis forbøynings- og rullesyklus.
- Mål den resulterende sylinderen for rundhet, diameterkonsistens og rett søm.
b. Målenøyaktighet
- Bruk et bånd eller en skyvelære for å måle begge ender og flere punkter langs sylinderens omkrets.
- Hvis det er mer enn 1–2 mm avvik mellom endene, kontroller rullejusteringen på nytt.
- Sørg også for at sømmen er rett og ikke spiralformet – en indikasjon på vinkelfeil.
c. Dokumenter resultatene
- Registrer nivåavlesningene, rullejusteringsdata og prøvetestmålinger.
- Oppbevaring av denne dokumentasjonen hjelper med fremtidig vedlikehold, flytting eller feilsøking.
Vanlige tilpasningsfeil å unngå
- Hopp over fundamentkontroller: Selv en liten ujevnhet i gulvet kan forvrenge rammen.
- Stramming av ankerbolter for tidlig: Finjuster alltid før du låser maskinen.
- Ignorer rulleslitasje: Slitte ruller kan gi falske innrettingsavlesninger. Inspiser før justering.
- Ulikt hydraulisk trykk: Får den ene siden til å løfte eller trykke hardere enn den andre.
- Bruk av unøyaktige nivelleringsverktøy: Et standard snekkernivå er ikke tilstrekkelig; det kreves presisjonsnivåer.
- Forsømmelse av termiske effekter: Temperaturendringer kan endre justeringen litt; la maskinen nå omgivelsesforhold før kontroll.
Vedlikeholdspraksis for å bevare innretting
Etter første oppsett er det et løpende ansvar å opprettholde innretting og jevnhet.
- Regelmessige inspeksjoner: Kontroller maskinnivået med noen måneders mellomrom eller etter mye bruk.
- Stiftelsesovervåking: Se etter setninger eller vibrasjonsskader.
- Smøring og rengjøring: Smuss eller metallspon kan påvirke rulleseter og balanse.
- Mål for rulleslitasje: Kontroller jevnt mellom rullediameteren med mikrometer.
- Kalibreringssjekker: For CNC eller hydrauliske systemer, kontroller sensorkalibrering regelmessig.
Forebyggende vedlikehold sørger for at små avvik rettes opp før de påvirker produksjonskvaliteten.
Rollen til moderne teknologi i innretting
Fremskritt innen teknologi har forenklet og forbedret innretting av platerullemaskiner.
- Laser nivelleringssystemer tilbyr nøyaktighet på mikronnivå og raskere oppsett.
- Digitale helningsmålere tillate nøyaktig måling av maskinens tiltvinkler.
- CNC kalibreringsprogramvare oppdager og kompenserer automatisk for små rullefeil.
- Vibrasjonsovervåkingssystemer bidra til å oppdage baseustabilitet eller strukturell ubalanse tidlig.
For høypresisjon eller storskala platevalsing, vil integrering av disse verktøyene forbedre konsistensen betydelig og redusere nedetiden.
Konklusjon
Justering og nivellering av en platerullemaskin før bruk er ikke bare en engangsinstallasjonsprosedyre – det er et grunnleggende aspekt ved kvalitetskontroll. En godt utjevnet base sikrer strukturell stabilitet, mens riktig rullejustering garanterer nøyaktige og repeterbare resultater.
Prosessen innebærer nøye forberedelser, bruk av presisjonsmåleverktøy, systematisk justering av nivelleringsbolter og rullestøtter, og grundig testing med prøveplater. Forsømmelse av disse trinnene kan føre til defekte produkter, økt slitasje og kostbare reparasjoner.
Ved å investere tid og omsorg i riktig oppsett, kan operatører maksimere effektiviteten, forlenge maskinens levetid og sikre produksjon av konsekvent høykvalitets valsede plater og sylindre. I det krevende feltet metallforming begynner presisjon med et jevnt og justert fundament – og det fundamentet starter lenge før den første platen kommer inn i rullene.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
