 En ny generasjon olje-elektrisk hybridteknologi, energisparing og utslippsreduksjon, høy effektivitet og lav varme, og sterkt redusert arbeidsstøy;
En ny generasjon olje-elektrisk hybridteknologi, energisparing og utslippsreduksjon, høy effektivitet og lav varme, og sterkt redusert arbeidsstøy; 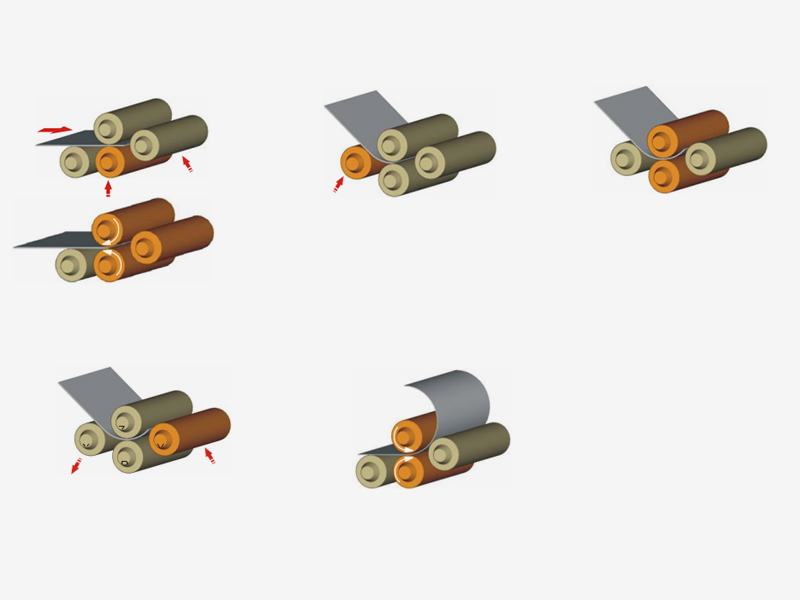











Hva er en kantpressemaskin? Hver fabrikasjonsbutikk som former metallplater til braketter, kabinetter eller strukturelle paneler er avhengig av én kjernemaskin: ka...
Les mer
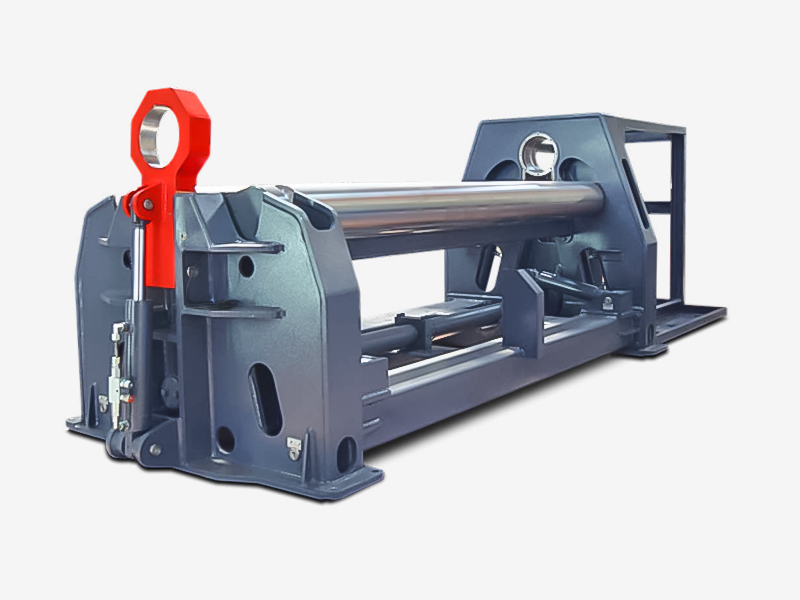
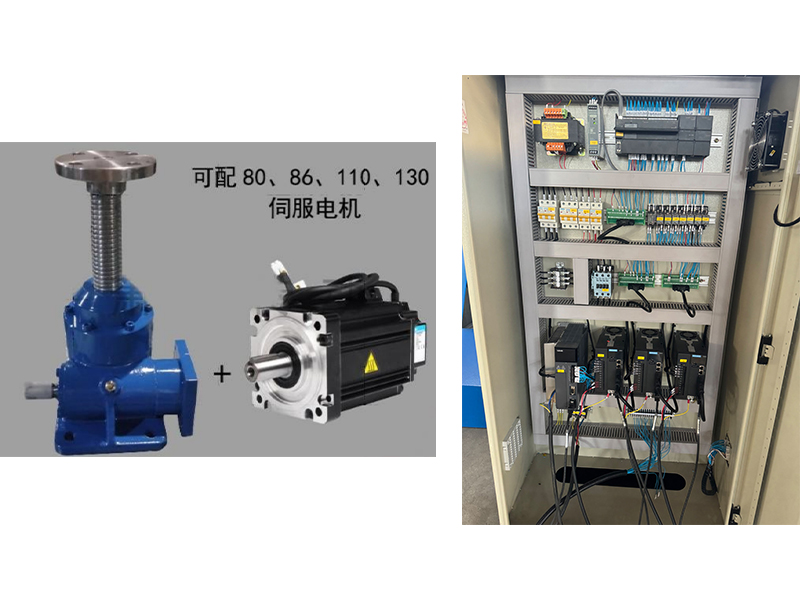
CNC 4 rulleplatevalsemaskin er et avansert platevalsingsutstyr som nøyaktig kan kontrollere parametrene for platevalseprosessen, for eksempel platens diameter, platens hastighet, tykkelsen osv., for å oppnå høy- presisjonsbehandling. Den kan overvåke og justere prosesseringsparametrene i sanntid, sikre presisjonen og konsistensen av spolebehandlingen og oppfylle ulike behandlingskrav. Med automatiserte prosesseringsprosedyrer og modeller kan automatisert produksjon oppnås, forbedre produksjonseffektiviteten og redusere arbeidskostnadene.
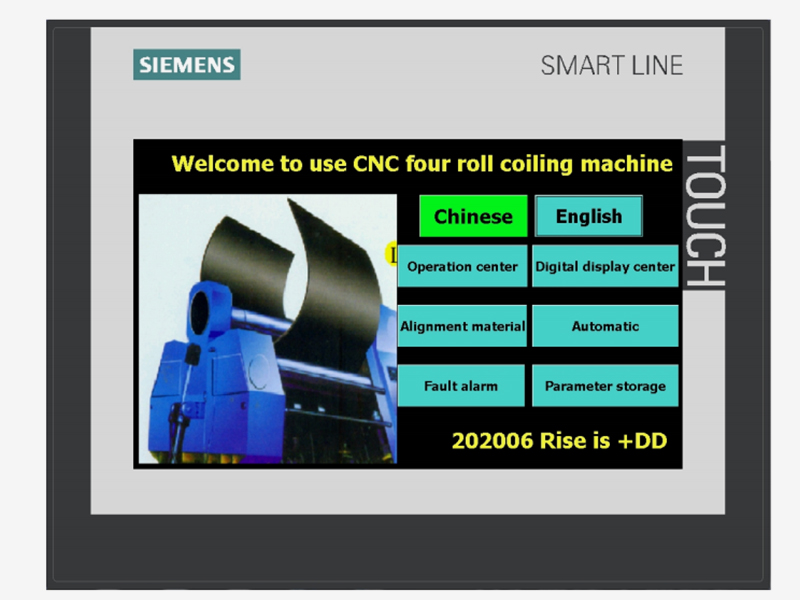
Det automatiske CNC-viklingsmaskinsystemet er enkelt å betjene, operativsystemet er stabilt, holdbart og egnet for alle slags arbeidsforhold, det komplette kontrollsystemet inkluderer:
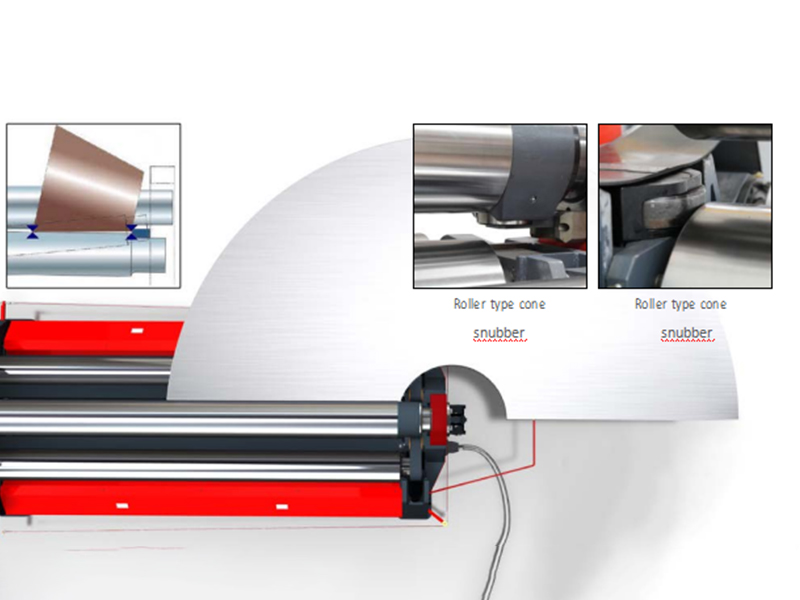
(1) Platen er plassert horisontalt - ikke så skråstilt som trerulls platerullemaskinen;
(2) Bruk av siderulle raskt på den positive platen (r for å unngå risikoen forårsaket av feil);
(3) Bare oppta plass på lastesiden;
(4) Kanten på den rette linjeseksjonen er sterkt redusert (på grunn av den enestående forbøyningsevnen faller klempunktet helt på kanten av platen);
(5) Det enkleste utstyret å rulle, hver sidevalse trenger bare én posisjon for å rulle støping;
(6) Hele prosessen dannes én gang (forutsetningen er at utstyrskapasitetsalternativet skal være passende), inkludert bøying av platehodet;
(7) Arkbøying er egnet for effektiv automatisk spoleproduksjon.
