Hva er de typiske bruksområdene for 3-rullers hydraulisk platerullemaskin i bransjer som skipsbygging, luftfart eller stålkonstruksjon?
3-rullers hydraulisk platerullemaskin er mye brukt i ulike bransjer på grunn av deres effektivitet og presisjon ved bøying og rulling av metallplater. Her er noen typiske bruksområder i nøkkelbransjer som skipsbygging, luftfart og stålkonstruksjoner:
Skipsbygging
Skrogkonstruksjon: Maskinen brukes til å rulle store stålplater til sylindriske former for skipsskrog, noe som sikrer strukturell integritet og optimal hydrodynamikk.
Dekk og skott: Plater er bøyd for å konstruere dekk og skott, som krever presis krumning for å passe til skipets design.
Tankkonstruksjon: Rullemaskiner hjelper til med å lage sylindriske tanker for lagring av drivstoff, vann og andre væsker på skip.
Luftfart
Flykropper: Rullemaskinen brukes til å danne flykroppsdelene til fly, som krever spesifikke krumninger for aerodynamisk ytelse.
Vingestrukturer: Buede komponenter for vinger, som for- og bakkanter, kan produseres ved hjelp av en 3-rullers hydraulisk platevalsemaskin.
Luftfartskomponenter: Andre deler, som motorhus og strukturelle rammer, drar nytte av maskinens presisjonsbøyeevne.
Stålkonstruksjonskonstruksjon
Strukturelle bjelker og søyler: Maskinen ruller plater for å lage buede bjelker og søyler som brukes i arkitektoniske design og strukturer, og forbedrer estetisk appell og strukturell støtte.
Broer og overganger: Platerulling er avgjørende for fremstilling av komponenter til broer, inkludert bueseksjoner og andre buede strukturelle elementer.
Industrielle rammer: Det brukes til å lage buede rammer for ulike industrielle applikasjoner, inkludert maskinstøtte og bygningsrammer.
Produksjon og fabrikasjon
Lagringstanker: Maskinen brukes til å rulle plater for å bygge store lagertanker som brukes i ulike industrier, som olje og gass, kjemikalier og vannbehandling.
Trykkbeholdere: Rullemaskiner er avgjørende for fremstilling av trykkbeholdere som krever presis krumning for å tåle høyt trykk.
Rør og rør: Den kan brukes til å rulle plater til rør og rør med stor diameter for rørleggerarbeid, industrielle og landbruksapplikasjoner.
Dekorative og arkitektoniske applikasjoner
Arkitektoniske egenskaper: Maskinen kan lage buede elementer for bygninger, som buer, kupler og dekorative fasader.
Møbeldesign: I møbelindustrien brukes det til å lage avrundede metallkomponenter for ulike møbeldesign, noe som forbedrer den estetiske appellen.
Fornybar energi
Vindturbinkomponenter: Maskinen brukes til å rulle plater for fremstilling av komponenter som tårn og blader i vindturbiner.
Solpanelrammer: Rullemaskiner kan også brukes til å lage buede rammer for solcellepaneler, noe som bidrar til sektoren for fornybar energi.
Allsidigheten og presisjonen til 3-rullers hydraulisk platerullemaskin gjør dem uunnværlige i bransjer som krever nøyaktig bøyning og forming av metallplater. Deres bruksområder spenner fra kraftige strukturelle komponenter i skipsbygging og luftfart til estetiske egenskaper innen arkitektur og fornybar energi, noe som viser deres avgjørende rolle i moderne produksjon og konstruksjon.3
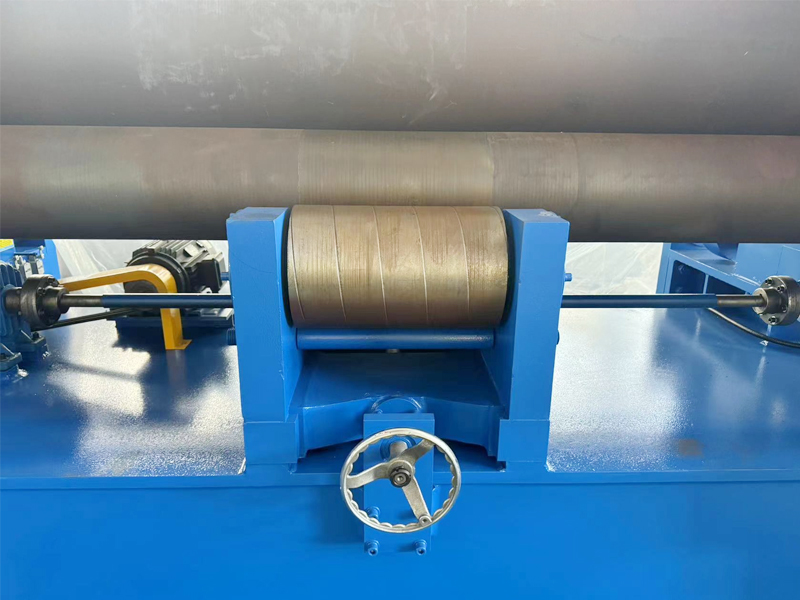
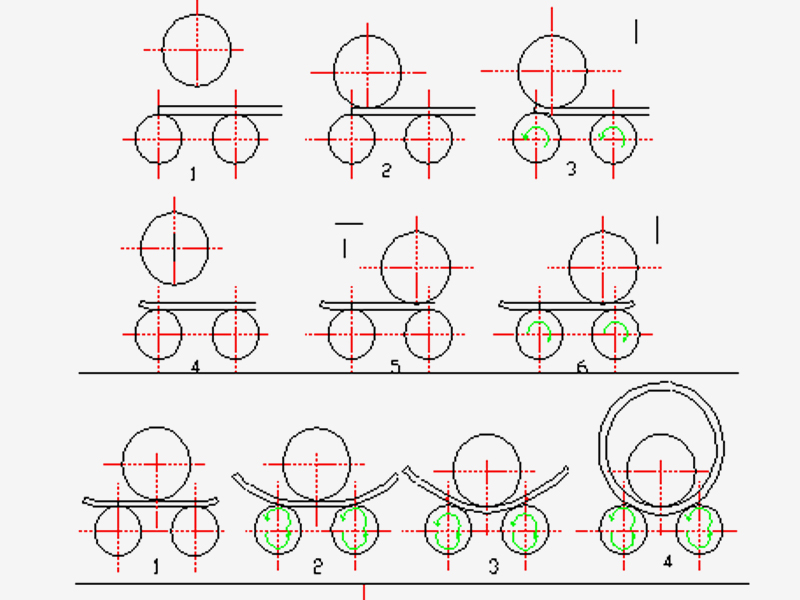
 1. Denne typen plateviklingsmaskin har funksjonen til å forbøye plateenden, og den gjenværende rette kanten av forbøyningen er mindre enn 2,5 ganger platetykkelsen.
1. Denne typen plateviklingsmaskin har funksjonen til å forbøye plateenden, og den gjenværende rette kanten av forbøyningen er mindre enn 2,5 ganger platetykkelsen.